Entwicklungen
Durchführbarkeitsstudie
Die Ingenieure von Techné beraten die Kunden bei Entwicklungen: Das Profil wird entsprechend dem gewählten Herstellungsverfahren optimiert. Die Trennungspläne, das Material und die Toleranzen werden mit dem Kunden überarbeitet.
Bei der Auswahl des Materials und der spezifischen Mischung müssen mehrere Faktoren berücksichtigt werden: Art des Elastomers, Vernetzungsmittel, Härte, Compression Set usw. Jede Mischung hat ihre eigenen Eigenschaften. Je nach Anwendung, den in Kontakt kommenden Flüssigkeiten und den gewünschten mechanischen Eigenschaften empfiehlt Techné die geeignete Werkstoffmischung.
Dank seiner Kenntnisse im Bereich der Prozesse positioniert Techné die Dichtungspläne in Bereichen, die wenig oder keine Auswirkungen auf die Dichtungsfunktion haben. Der Ausführungsplan wird dem Kunden zur Genehmigung vorgelegt.
Elastomerdichtungen werden je nach gewähltem Verfahren und gemäß den geltenden internationalen Normen bemessen, denn diese sind weich und verformbar. Die für Kunststoff- und Metallteile konzipierten Normen können in keinem Fall angewendet werden.
Bei der Erstellung einer Zeichnung empfiehlt es sich, zentrierte Toleranzen zu verwenden. Aufgrund des Formverfahrens, der Herstellung der Form und der Materialschwindung kann durch dezentrierte Toleranzen kein Material eingespart werden.
Die technische Abteilung von Techné arbeitet bei der Erstellung von Werkzeugen mit 3D-Kundenzeichnungen (zentrierte Rippen) im STEP-Format (STP).

Spezifische Kundenanforderungen
Wenn der Kunde eine genaue Vorstellung von dem für seine Anwendung geeigneten Profil hat, bringt Techné sein Fachwissen ein:
- Vollständige Überarbeitung des Lastenhefts (Dynamik/Statik, Kontaktflüssigkeiten, Temperatur, Druck, Normen und Zulassungen)
- Optimierung des Dichtungsprofils
Beispiel: Anti-Staub-Wellendichtring für Landmaschinen
- Validierung der Dichtung auf dem Prüfstand
- Betriebsparameter (Druck, Geschwindigkeit, Temperatur)
- Charakterisierung der Ergebnisse: Überprüfung der Leckagefreiheit bei einer bestimmten Häufigkeit
- Auswahl eines Werkstoffs mit optimierter Abriebfestigkeit
- Empfehlung einer Oberflächenbeschaffenheit auf dem Gegenstück
- Optimierung des Profils für eine bessere Flexibilität der Dichtlippe
- Validierung der Dichtung auf dem Prüfstand

Funktionales Lastenheft
- Untersuchung des Lastenhefts des Kunden
- Vorschlag einer oder mehrerer Dichtungslösungen
- Kostenvoranschlag für die Herstellung der Prototypen und der Serie
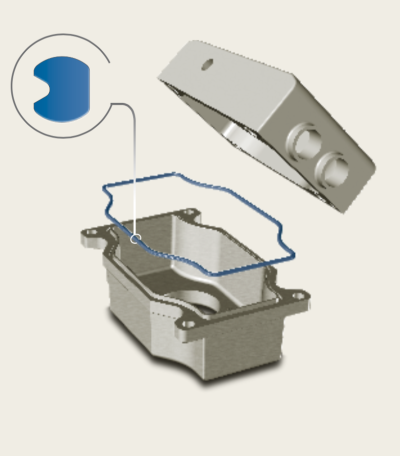
Beispiel: Gehäusedichtung für eine elektronische Karte
- Statische Abdichtung von außen nach innen
- Großer Temperaturbereich
- Abdichtung gegen Hochdruckwäsche
- Geeignet für automatische Montage
- Entwicklung eines geeigneten Profils
- Auswahl einer umweltverträglichen Werkstoffmischung
- T-Lub®-Oberflächenbeschichtung zur Erleichterung der automatischen Montage der Dichtung
Prototypenentwicklung
Die Herstellung von Prototypen dient dazu, die Dichtigkeit zu charakterisieren, Zeit bei der Konzeption zu sparen und Änderungen an der endgültigen Form beim Übergang zur Serie zu vermeiden. Techné bietet verschiedene Verfahren zur Herstellung an.
Im Drehverfahren hergestellte Prototypen
Um maschinell bearbeitbar zu sein, müssen Prototypen die folgenden Kriterien erfüllen:
- Hohe Shorehärte: 73 IRHD für Elastomerwerkstoffe und 90 bis 95 IRHD für thermoplastische Polyurethane (TPU)
- Drehteile (Fräsungen, Bohrungen, Gewindebohrungen können vorgenommen werden)
- Mindestradius von 0,4 mm
- Keine Kosten für Werkzeuge
- Sehr kurze Lieferzeit
Im Schneideverfahren hergestellter Prototyp
Stereolithografie
Techné bietet Prototypen an, die mithilfe einer durch Stereolithografie hergestellten Silikonform hergestellt werden. Die aus PU-Harz oder Silikon hergestellten Teile haben mechanische Eigenschaften, die sich dem Verhalten von Elastomeren annähern. Mit diesem Verfahren lassen sich komplexe 2D- und 3D-Profile herstellen.
Prototypenform
Hergestellt für einen Komprimierungsprozess, verfügt die Protoypenform eine geringere Anzahl an Hohlräumen und bietet folgende Vorteile:
- Bessere Repräsentativität der Serienteile
- Gleiche Materialmischung wie die Serie
- Validierung der Vernetzungsparameter
- Wirtschaftlich, modular und schnell durchführbar
Über seine Tochtergesellschaft Chromex, die auf die Herstellung von gestanzten Dichtungen spezialisiert ist, stellt Techné Elastomerdichtungen her, die durch automatisches Schneiden hergestellt werden. Dieses für Flachdichtungen sehr geeignete Verfahren ermöglicht die Herstellung der meisten 2D-Profile mit einer Dicke von 1 bis 15 mm, je nach Werkstoff.
Qualitätsüberwachung
Techné liefert auf Kostenvoranschlag Serienteile mit den folgenden Zertifikaten:
- 2.1 - Erklärung der Übereinstimmung mit der Bestellung ohne Angabe von Prüfergebnissen.
- 2.2 - Konformitätserklärung zur Bestellung mit Angabe von nicht spezifischen Prüfergebnissen.
- 3.1 - Konformitätserklärung zur Bestellung mit Angabe von spezifischen Prüfergebnissen
Erstmuster sind die ersten serienmäßig gegossenen Teile im Werkzeug. Sie dienen als Grundlage für die Qualifizierung und Validierung des Prozesses und des Werkzeugs. Diese Erstmuster werden in der Regel von einem Erstmusterprüfbericht oder PPAP (Production Part Approval Process) begleitet.
Je nach Kritikalität des Dichtungsteils wird mit dem Kunden ein Anforderungsniveau (1, 2 oder 3) festgelegt. Techné liefert auf Kostenvoranschlag einen Bericht, der folgende Dokumente enthalten kann:
- Deckblatt nach VDA
- Maßliche Kontrolle
- Materialkontrolle
- Plan
- AMDEC-Prozess
- Synoptische Darstellung der Produktion
- Kontrollplan
- Prozessfähigkeit
- Liste der Kontrollmittel
- R&R (Reproduzierbarkeit und Wiederholbarkeit)
- Sicherheitsdatenblatt
- Materialdatenblatt
- IMDS-Erklärung (International Material Data System)
- DET-Merkblatt (Beschreibung Verpackung Transport)
- Zertifikat (siehe oben)
- Zusammenfassung der Kapazität
- Plan für die Sicherung
- Foto des Werkzeugs